
Choosing the best t shirt material for your brand
Choosing the best t-shirt material usually boils down to a classic dilemma: the familiar comfort of cotton versus the rugged performance of polyester blends. If you're after incredible print quality and an everyday favorite, 100% ringspun cotton is hard to beat. For athletic gear or anything that needs to last, a cotton/polyester blend is the go-to.
Why Your T-Shirt Material Choice Matters

Picking the right fabric is one of the biggest decisions you'll make for your apparel brand. It's a strategic move that directly affects how vibrant your prints look, how loyal your customers become, and, ultimately, your bottom line. This isn't just about feel; it's about defining your brand’s identity and keeping your promise of quality.
This guide is designed to get past the generic advice and give you a practical way to choose the best t-shirt material for what you're trying to achieve. Whether you’re launching a high-end retail line or churning out promotional tees, the fabric is your foundation.
Defining Your Brand Through Fabric
The material you select sends a clear message. A heavy, 100% combed cotton shirt screams premium quality and durability. On the other hand, a feather-light tri-blend signals a focus on modern comfort and a stylish fit. Getting this right is crucial for meeting your customers' expectations.
We'll break down the industry workhorses—cotton, polyester, and their blends—from the perspective of a custom printer or apparel business. We’re focusing on what actually matters:
- Printability: How well does the fabric take a DTF transfer? Will the colors pop?
- Durability: How does the shirt stand up to machine washing and daily wear?
- Hand/Feel: What’s the first impression when someone touches it?
- Cost & Value: Where’s the sweet spot between upfront cost and perceived quality?
Choosing a material is an investment in your brand's reputation. A shirt that feels cheap or a print that cracks after two washes can damage customer trust far more than the initial cost savings are worth.
A Quick Comparison of Core Materials
Before we dive deep, let's get a bird's-eye view of how the main options stack up. Each one has its place, from casual daily wear to intense athletic performance.
| Material | Key Strength | Ideal Use Case |
|---|---|---|
| 100% Cotton | Softness & Breathability | Retail, Casual Wear |
| 100% Polyester | Durability & Moisture-Wicking | Athletic Apparel |
| Cotton/Poly Blend | Balanced Comfort & Strength | All-Purpose, Promotional |
| Tri-Blend | Ultimate Softness & Drape | Premium Fashion |
Cotton is still the undisputed king of t-shirts, commanding a massive 42% share of the global market. Its popularity comes from an unbeatable mix of comfort, breathability, and that natural feel everyone loves. And with sustainable fashion on the rise, cotton's biodegradability makes it an even smarter pick. You can explore the latest t-shirt market forecasts to see how these trends are shaping the industry.
Understanding Core T-Shirt Fabrics

Before you can pick the perfect T-shirt, you need to know what you're working with. The world of custom apparel really boils down to four main players: cotton, polyester, and their various blends. Each one brings something different to the table in terms of print quality, comfort, and toughness. Getting familiar with their core characteristics is the first step to making a smart choice.
The Classic All-Rounder: 100% Cotton
There’s a reason cotton is king. It’s soft, it breathes, and it absorbs ink like a dream, which makes it a fantastic canvas for DTF printing. As a natural fiber, it has that classic, comfortable hand-feel that everyone knows and loves. But here's the thing—not all cotton is the same.
The way it's processed makes a huge difference in the final shirt. If you really want to get into the weeds, you'll start to see what separates the basic stuff from the premium cotton tees.
- Carded Open-End Cotton: This is your entry-level, most budget-friendly option. The fibers are shorter and a bit rougher, which gives the shirt a heavier, less refined feel. You see this a lot in promotional giveaways.
- Ringspun Cotton: This is a big step up. The cotton fibers are twisted and thinned out, creating a yarn that's much stronger and noticeably softer. That process gives you a smoother surface for printing and a more high-end feel.
- Combed and Ringspun Cotton: Now we're talking top-tier. After the ringspun process, the cotton gets combed to pull out any short fibers or impurities. All that’s left are the long, straight, perfect fibers. The result? An incredibly soft, smooth, and durable fabric that’s built for retail-quality apparel.
The Performance Powerhouse: 100% Polyester
Polyester is a different beast entirely. It’s a synthetic material engineered from the ground up for performance. The fibers are tough as nails, holding up against shrinking, stretching, and wrinkling. But its real claim to fame is that it doesn't absorb moisture like cotton. Instead, it’s famous for its moisture-wicking abilities.
It actively pulls sweat away from your skin and pushes it to the fabric’s surface so it can evaporate. This makes 100% polyester the undisputed champ for athletic wear, team jerseys, or any gear meant for breaking a sweat. It has a slick, modern feel and holds its shape and color wash after brutal wash. We get into even more detail in our complete guide to the different types of material for shirts.
For any brand in the sports, fitness, or outdoor space, polyester is basically a requirement. Its knack for managing moisture and surviving intense use delivers a functional edge that cotton just can't touch in high-performance situations.
The Versatile Hybrids: Cotton & Polyester Blends
What if you want the best of both worlds? That’s where cotton/poly blends come in. They combine the natural softness of cotton with the resilience, wrinkle resistance, and moisture-wicking power of polyester. These hybrids are the definition of versatile.
You’ll usually run into two main types:
- 50/50 Blend (50% Cotton, 50% Polyester): This is a true workhorse. It’s less likely to shrink than 100% cotton but more breathable than 100% polyester, striking a perfect balance between comfort and durability.
- CVC Blends (Chief Value Cotton): These blends, often a 60/40 mix, have more cotton than polyester. They’re designed to keep that soft cotton feel while borrowing just enough of polyester's performance perks.
The Premium Choice: Tri-Blends
Tri-blends take the hybrid idea and kick it up a notch by adding rayon into the mix. A typical tri-blend is 50% polyester, 25% cotton, and 25% rayon, and it's pretty much the peak of T-shirt softness and comfort.
Rayon is a semi-synthetic fiber that gives the fabric a uniquely silky drape, allowing it to hang on the body just right. This trifecta creates a shirt that’s not only insanely soft but also lightweight and durable. It’s a go-to for premium fashion lines and retail brands aiming for that distinct, high-end feel.
A Head-to-Head Fabric Comparison for Custom Printing
Choosing the right t-shirt material involves real trade-offs. Instead of a generic pros and cons list, let's break this down by what actually matters to custom apparel brands: how well it prints, how it feels, how long it lasts, and what it costs.
Every fabric brings something different to the table, and the "best" choice really depends on what you're trying to achieve with your brand. We'll get into how each material performs under a heat press and in the hands of your customers, so you can see exactly what to expect from 100% cotton, polyester, and the blends in between. This is about making a smart decision that lines up your creative vision with real-world performance.
Print Quality and Vibrancy
For any brand using DTF, the print is everything. You're aiming for a design that's sharp, colorful, and feels like part of the shirt—not a plastic sticker sitting on top. The fabric surface you're printing on is the single biggest factor in getting that result.
100% Ringspun Cotton: Honestly, this is the gold standard for DTF printing. The tight, smooth surface of ringspun cotton is the perfect canvas for a transfer. It allows the adhesive to bond perfectly, which means you get incredibly sharp lines, brilliant colors, and a soft-hand feel that's tough to beat. If your brand is all about detailed, high-impact art, this is your go-to.
Cotton/Polyester Blends (50/50 & CVC): These are a close second and offer fantastic print results. The cotton in the blend gives the transfer a great surface to grab onto. Just know that the polyester fibers can sometimes create a very subtle heathered look within the print itself, which many brands actually love for a bit of texture. CVC blends, having more cotton, tend to print just a little cleaner than a 50/50.
100% Polyester: Printing on polyester comes with a specific challenge: dye migration. Under the heat of the press, the dye from the shirt can actually turn into a gas and stain your print from behind, making whites look pink on a red shirt, for example. The solution is simple—you just have to use DTF transfers that have a special dye-blocking layer. With those, you'll get crisp, accurate colors.
Tri-Blends: These fabrics print beautifully, but they have a naturally heathered, textured appearance that will show through your design. This isn't a flaw; it's a feature. It creates that sought-after vintage, slightly worn-in look right from the first press. The print will be vibrant, but it won’t have that solid, opaque look you'd get on 100% cotton.
Key Insight: For absolute maximum detail and color pop, 100% ringspun cotton is the undisputed champion. But if you're looking for a great print that also comes with performance benefits, CVC and 50/50 blends are incredibly reliable workhorses.
Wearer Comfort and Feel
How a shirt feels is just as important as how it looks. The "hand" of the fabric—its softness, texture, and how it drapes—is what makes a customer fall in love with a shirt and wear it over and over again.
100% Cotton: You can't beat that classic, breathable comfort. It's soft and feels natural against the skin, which is why it's an everyday favorite for so many. The only downside is that it soaks up moisture like a sponge, so it can get heavy and clingy if you're sweating, making it a poor choice for the gym.
100% Polyester: This fabric has a distinctively slick and lightweight feel. Its real superpower is moisture-wicking; it pulls sweat away from the skin to keep you cool and dry during a workout. For casual wear, some people find it feels a bit less natural or "breathable" than cotton.
Cotton/Polyester Blends: Here's where you get the best of both worlds. A 50/50 or CVC blend gives you the softness of cotton with the smooth, moisture-managing properties of polyester. The result is a shirt that’s super comfortable for lounging but can also handle a bit of activity without feeling bogged down. We dive deeper into this in our breakdown of cotton vs polyester for custom apparel.
Tri-Blends: When it comes to softness, these are in a class of their own. The secret ingredient is rayon, which gives them an almost silky feel and a fantastic, flattering drape that just hangs right. They are exceptionally lightweight and comfortable, placing them firmly in the premium, fashion-forward category.
T-Shirt Material Comparison for Custom DTF Printing
To make it even clearer, here’s a quick-reference table that pits these fabrics against each other based on what custom printers need to know.
| Material | Best for DTF Print | Feel & Comfort | Durability | Avg. Cost |
|---|---|---|---|---|
| 100% Ringspun Cotton | Excellent (The gold standard for detail & color) | Soft, breathable, classic feel | Good, but prone to shrinking and fading | Mid-Range |
| 100% Polyester | Good (Requires dye-blocker transfers) | Lightweight, slick, moisture-wicking | Excellent, resists shrinking, wrinkling, and fading | Premium |
| Cotton/Poly Blend | Very Good (Slight heathering on some colors) | Soft yet smooth, versatile for daily wear | Very Good, minimal shrinkage, more durable than 100% cotton | Budget |
| Tri-Blend | Good (Creates a vintage/heathered print effect) | Exceptionally soft, lightweight with a premium drape | Good, holds shape well but can be prone to pilling | Premium |
This table simplifies the decision, but remember that the "best" material truly depends on the specific product you're creating and the audience you're selling to.
Durability and Longevity
A great shirt has to hold up. Durability isn't just about avoiding holes; it's about making sure the garment and the print still look good after dozens of wash cycles. It needs to resist shrinking, fading, and pilling.
100% Cotton: It’s a strong fiber, but it's known to shrink, especially if you blast it with high heat in the washer and dryer. In fact, studies show that 100% cotton shirts can shrink by up to 3 inches in length over 25 washes. Color can also fade over time.
100% Polyester: When it comes to durability, polyester is king. These synthetic fibers are tough as nails. They resist shrinking, stretching, and wrinkling like nothing else. Polyester also holds its color incredibly well, wash after wash.
Cotton/Polyester Blends: This is a huge step up in durability from pure cotton. The polyester acts like a reinforcing skeleton for the cotton fibers, which dramatically reduces shrinkage and makes the shirt more wrinkle-resistant. Blends with more polyester, like a 65% polyester and 35% cotton mix, are known to be one of the most stable, low-shrinkage options you can buy.
Tri-Blends: Don't let their soft, lightweight feel fool you; tri-blends are surprisingly durable, thanks again to their polyester content. They hold their shape and resist shrinking far better than 100% cotton. Their one potential weakness is that they can be more prone to pilling (those little fuzzy balls) over time compared to a standard 50/50 blend. When preparing your garments, different fabrics need different treatments; for instance, you'll need to find the best stabilizer for embroidery on stretchy knit t-shirt materials if you go that route.
Overall Cost and Value
Finally, we have to talk about money. The cost of the blank shirt is a huge factor in your profit margins. But it’s not just about finding the cheapest option; it's about finding the best value for your brand and your customers.
- Most Budget-Friendly: Standard 100% carded cotton and basic 50/50 blends. These are your go-to for promotional events or price-conscious brands.
- Mid-Range: This is where you’ll find ringspun 100% cotton and CVC blends. They offer a noticeable step up in quality without breaking the bank.
- Premium Tier: Here lie the top-shelf options: combed and ringspun cotton, high-performance 100% polyester, and, of course, the ultra-soft tri-blends.
Simply buying the cheapest shirt is rarely the best long-term strategy. Spending a little extra on a ringspun or CVC blend can dramatically increase the perceived value of your product, allowing you to charge more and build a loyal following. The best value is always found in the fabric that perfectly matches your brand's position in the market and what your customers expect to receive.
Matching Fabric to Function and Brand Goals
The "best" T-shirt material doesn't really exist. Instead, the right material is the one that perfectly matches your brand's identity, what your customers expect, and what the shirt will actually be used for. A fabric that’s perfect for a high-end fashion line would be a terrible choice for a massive promotional giveaway.
The key is to stop asking "what's best?" and start asking "what's best for this specific purpose?" Getting this right means every shirt you make not only looks great but also feels right for your brand. Let's dig into the ideal fabric choices for the most common situations.
This flowchart can help you visualize the trade-offs between quality, comfort, and cost as you narrow down your options.
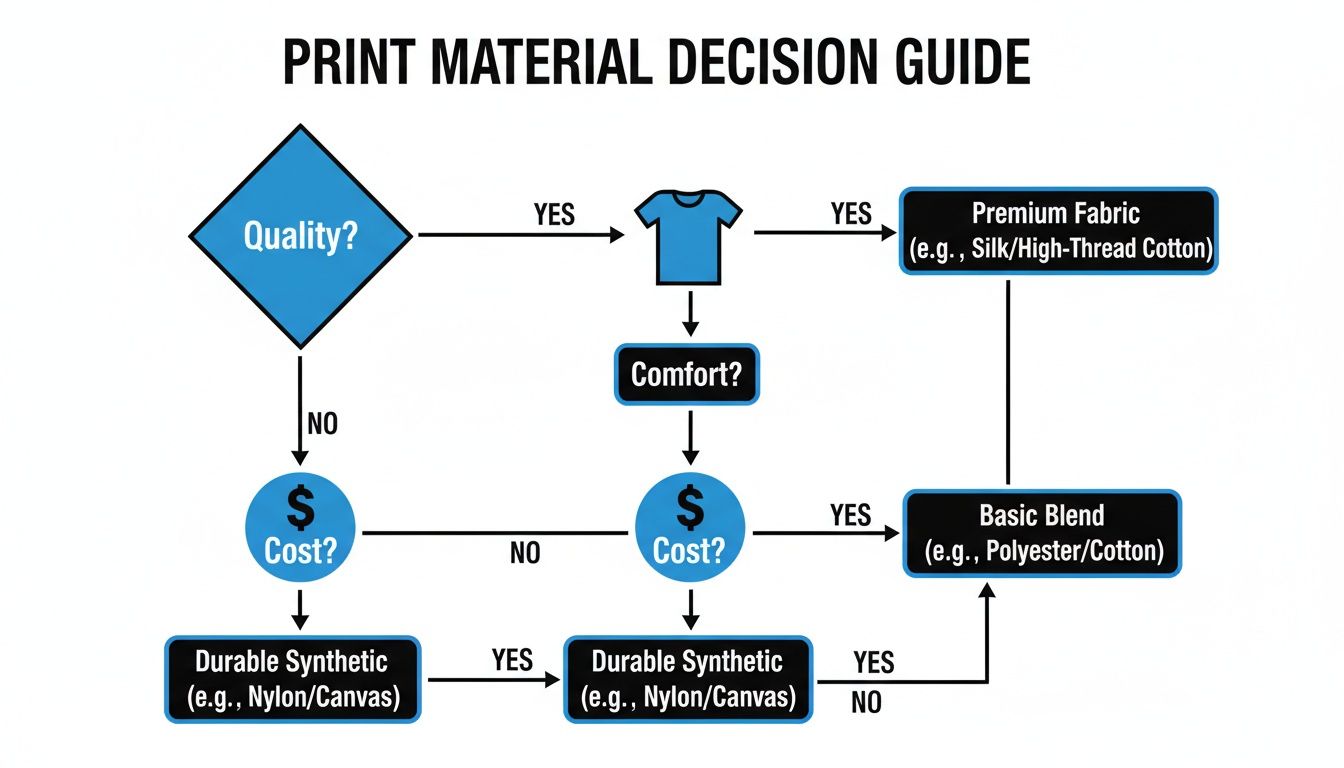
As you can see, your priorities will point you directly to the right fabric, whether you need the premium feel of combed cotton or the budget-friendly reliability of a 50/50 blend for a bulk order.
For Premium Retail and E-commerce Brands
When your brand reputation is built on quality, the feel of the garment is everything. Your customers expect a shirt that feels substantial, drapes perfectly, and stands up to wear. For this market, two materials are the clear front-runners.
- 100% Combed and Ringspun Cotton: This is the gold standard for retail quality. The combing process gets rid of all the short, scratchy fibers, leaving an incredibly smooth and soft surface that’s ideal for high-detail DTF prints. The moment a customer touches it, they feel the value.
- Tri-Blends (Polyester/Cotton/Rayon): If your brand has a more modern, fashion-forward vibe, you can't beat a tri-blend. They are famous for their unique softness and fluid drape that creates a flattering, stylish fit. The slightly heathered look also gives them a cool, vintage character right off the rack.
Investing in these premium fabrics sends a clear message: you don't cut corners. It justifies a higher price point and helps build the kind of brand loyalty that brings customers back again and again.
For Performance and Athletic Wear
In the world of athletic apparel, performance is king. Here, comfort isn't just about softness—it’s about managing sweat and heat during a workout. That's why cotton is a non-starter; it just soaks up moisture and gets heavy.
The obvious choice here is 100% Polyester. Its synthetic fibers are built from the ground up for performance.
- Moisture-Wicking: Polyester pulls sweat away from the skin and pushes it to the fabric's surface where it can evaporate. This keeps the athlete dry and comfortable.
- Exceptional Durability: This material is tough. It resists shrinking, stretching, and fading, so the garment keeps its shape and color through intense use and countless washes.
- Lightweight Breathability: Performance polyester is engineered to be light and airy, which helps prevent overheating during exercise.
For any brand in the fitness, sports, or outdoor space, polyester isn't just an option—it's a requirement. It provides a real, tangible performance advantage that customers can feel.
For Large-Scale Promotional Events
When your goal is to get your brand seen at a trade show, conference, or giveaway, your priorities shift to cost and volume. You need a reliable, crowd-pleasing fabric that takes a print well without breaking the bank.
- Standard 100% Cotton (Carded): This is the classic, go-to choice for promotional T-shirts. It's budget-friendly, offers a solid canvas for your logo, and has that familiar cotton feel that most people like.
- 50/50 Cotton/Polyester Blends: A slight step up, the 50/50 blend is a fantastic middle ground. It's less prone to shrinking than pure cotton and has a softer hand feel, which makes it more likely that people will actually wear the shirt long after the event ends.
The aim here is to leave a positive brand impression. While these aren't luxury materials, they are dependable workhorses that deliver great value on high-quantity orders.
For Art-Driven Brands with Intricate Designs
If your brand's main selling point is the artwork itself—think highly detailed illustrations, photorealistic prints, or designs with super fine lines—then print quality is the only thing that matters. The fabric needs to be a flawless canvas that lets every tiny detail of your design pop.
For this job, 100% Ringspun Cotton is the undisputed champion. The ringspinning process creates a yarn that is much tighter, smoother, and stronger than standard cotton. This tight weave produces an incredibly flat printing surface, which is exactly what you need for DTF transfers. Ink adheres perfectly, resulting in razor-sharp lines and vibrant colors that are true to your original art.
Sourcing and Caring for Your Garments

Choosing the right T-shirt material is a huge step, but the job's not done yet. The quality of your final product hangs on two more things: where you get your blank apparel and how you tell your customers to take care of it. A premium fabric from an unreliable supplier or a great shirt ruined in the wash leads to the same unhappy outcome.
Think of sourcing and care as the final, crucial pieces of the puzzle. Getting these right ensures the quality you promised is the quality your customer actually experiences, wash after wash.
How to Source Quality Blank Apparel
Finding a reliable supplier is the bedrock of your business. A great partner provides consistent quality, fair pricing, and dependable stock levels, saving you from the headache of backorders and delays. When you're vetting suppliers, focus on a few key areas to protect your brand and your wallet. We've put together a list of trusted partners in our complete guide to wholesale blank apparel suppliers.
One of the first specs you should look at is the fabric's weight, measured in GSM (Grams per Square Meter). This number tells you everything about the density and thickness of the material.
- Lightweight (130-150 GSM): These shirts are airy, breathable, and have a softer drape. They're perfect for summer collections or fashion-forward fits.
- Midweight (160-180 GSM): This is the sweet spot for most all-purpose T-shirts. They feel substantial without being heavy, hitting that perfect balance of comfort and durability.
- Heavyweight (190+ GSM): Garments in this range just feel premium. They're durable, less likely to be see-through, and are ideal for high-end streetwear or workwear.
A higher GSM often creates a higher perceived value. While a lightweight shirt might be perfect for its purpose, a heavyweight tee immediately signals durability and premium quality to the customer before they even see the design.
Before you ever place a bulk order, always order samples. There is no substitute for feeling the fabric, checking the stitching, and pressing one of your own DTF transfers onto it. This small upfront investment can save you from a massive and costly mistake down the road.
Extending Garment Life with Proper Care
Your responsibility doesn't end when the package is shipped. Providing clear, material-specific care instructions is a simple way to add value and make sure your customers stay happy with their purchase. After all, a print that lasts is a direct reflection of your brand's quality.
Here are some simple, effective care instructions you can pass along to your customers, broken down by material:
For 100% Cotton Garments:
- Wash: Machine wash cold, inside-out, with similar colors.
- Dry: Tumble dry on low heat or hang-dry to minimize shrinkage. High heat is cotton's worst enemy.
- Iron: If you must, iron on a low setting and never directly on the printed area.
For Polyester & Cotton/Poly Blends:
- Wash: Machine wash cold or warm, inside-out. These fabrics are much more resilient to temperature changes.
- Dry: Tumble dry on low or medium heat. They are far less likely to shrink than 100% cotton.
- Note: While durable, high heat can still damage polyester fibers over time, so avoiding the hottest settings is a good rule of thumb.
For Tri-Blend Garments:
- Wash: Stick to machine washing cold to preserve the softness of the rayon fibers.
- Dry: Tumble dry on the lowest heat setting. Tri-blends can be prone to pilling, and low heat helps reduce friction.
By guiding your customers, you help them protect their investment and keep your designs looking sharp. It's a thoughtful touch that shows you care about the entire lifecycle of your product, which goes a long way in building trust and bringing people back for more.
A Few Final Questions About T-Shirt Materials
Even after you've weighed the pros and cons, a few common questions always seem to pop up right before pulling the trigger on a big order. It’s completely normal. Let's clear up these final details so you can choose your materials with confidence, knowing you’ve made the right call for your brand.
What Is the Absolute Best T-Shirt Material for DTF Transfers?
If you're after photo-realistic detail and colors that pop off the shirt, 100% ringspun cotton is your hands-down winner. The fabric has a super smooth and tight weave, which creates the perfect surface for a DTF transfer. The adhesive grabs on evenly, giving you a crisp print with a soft feel that just melts into the fabric. For intricate artwork, this is the gold standard.
That said, don't sleep on high-quality 50/50 blends and CVC fabrics. They come in a very close second, delivering fantastic print results while also giving you a bit more durability and wrinkle resistance. They're a practical, workhorse option for brands that need that extra performance without sacrificing print quality.
How Does GSM Affect T-Shirt Quality?
GSM, or Grams per Square Meter, is simply a measure of the fabric's weight and density. It’s one of the best ways to gauge the overall quality and feel of a shirt before you even touch it. Think of it as a spec that helps you match the physical product to your brand's identity.
Here's a simple way to think about it:
- High GSM (180-220): These are the heavyweights. They feel substantial, durable, and premium. Perfect for streetwear brands or anyone wanting a high-end, structured look.
- Mid-Range GSM (160-180): This is the sweet spot for most retail tees. It offers a great balance between a soft, comfortable feel and solid construction, making it an all-around great choice.
- Low GSM (130-150): These shirts are light and breathable. They're fantastic for summer collections, garments with a fashionable drape, or when you need a more budget-friendly option for promotional giveaways.
There's no "better" GSM—it's all about what's right for your specific project and the message you want your product to convey.
A heavier GSM can instantly boost how customers perceive your brand. When someone picks up a weighty, substantial shirt, it feels more luxurious and durable right off the bat, often justifying a higher price point on its own.
Will 100% Cotton Shirts Shrink After Applying a DTF Transfer?
It’s a valid concern, since cotton and heat can be a tricky mix. The good news is that the risk is pretty low if you start with pre-shrunk cotton blanks. The heat press process for a DTF transfer is quick—usually just 15 seconds—which isn't long enough to cause major shrinkage.
The real challenge comes later, with washing and drying. Studies have shown that 100% cotton can shrink significantly over time, sometimes losing more than two inches in length after repeated laundry cycles. The best way to combat this is to educate your customers. A simple care instruction—wash in cold water, tumble dry on low—will go a long way in preserving the fit of the shirt and the life of your DTF print.
Can I Use DTF Transfers on Tri-Blend Fabrics?
Absolutely, and the results are fantastic. DTF technology is incredibly versatile, and its specialized adhesive is engineered to bond perfectly with all three fibers in a tri-blend: cotton, polyester, and rayon. This is a huge win for brands aiming for that premium market.
You get to combine a vibrant, durable, and detailed print with one of the softest and most comfortable shirts available. It’s the perfect pairing for high-end retail lines that refuse to compromise on either comfort or design.
At Cobra DTF, we specialize in providing high-quality, USA-made DTF transfers that bring your designs to life on any fabric. Achieve vibrant, durable prints with our fast, reliable service.
Explore our premium DTF transfers and elevate your apparel today.