
Finding Wholesale Blank Apparel Suppliers for Your Brand
Finding the right wholesale blank apparel suppliers is arguably the most important decision you'll make for your custom printing business. It’s not just about getting shirts; it’s about establishing the foundation for your product quality, your brand’s reputation, and ultimately, your profitability. The goal is to find a partner who delivers a solid mix of quality, reliable stock, and pricing that makes sense for your business model.
Defining Your Apparel Needs Before You Search
Before you even think about opening a new browser tab, the most important work has to happen right at your desk. Jumping into a search for suppliers without a clear plan is a surefire way to get overwhelmed by endless options and make a decision you'll regret later.
This isn't just about picking out t-shirts. It's about nailing down the core identity of your brand and what your specific customers are looking for.
Taking the time to define your needs first transforms a daunting search into a targeted mission. You’ll be able to instantly weed out suppliers who aren’t a good fit, saving yourself a ton of time and potential headaches.
Identify Your Core Product Specifications
Start by putting yourself in your customer’s shoes. What do they want to wear? A streetwear brand will likely need heavyweight, 100% ring-spun cotton garments, while a business churning out promotional gear might prioritize a cost-effective, durable poly-cotton blend.
Get granular with your checklist. You should know the answers to these questions:
- Fabric Composition: Are you committed to 100% cotton, or does a soft 50/50 blend or even a premium tri-blend make more sense for your designs and target audience? Remember, different fabrics react differently to printing, especially with DTF. For a deeper dive, check out our guide on the best blank t-shirts for printing to see how fabric choice plays a huge role.
- Garment Weight (GSM): Do you need a lightweight, breezy tee around 150 GSM for a summer line, or are you sourcing heavyweight hoodies over 300 GSM?
- Fit and Sizing: Are you going for a modern, athletic fit or a classic, roomier cut? Getting your hands on size charts from day one is a must to avoid customer complaints about inconsistent sizing.
- Construction Details: Pay attention to the small stuff that signals quality, like side-seam construction (for a better fit) versus cheaper tubular construction. Also, look for tear-away tags for easy rebranding and double-needle stitching on hems for durability.
Establish Your Business Non-Negotiables
Once you’ve defined the garment specs, think about the business and ethical standards that matter to your brand. These factors are just as critical as the fabric itself and can become a powerful part of your marketing story.
A well-defined supplier scorecard is your most powerful tool. It allows you to objectively compare potential partners and ensures you don't compromise on the core values of your brand just to save a few cents per unit.
This is where you draw your lines in the sand. For example, is it a requirement that your suppliers hold a WRAP certification for ethical manufacturing? Is sourcing exclusively from the USA a pillar of your brand identity? Answering these questions builds a profile of your ideal partner, making them much easier to spot.
With the blank apparel market valued at USD 15.18 billion and growing, you have plenty of options. There’s no reason to settle for a supplier that doesn't meet your criteria. You can learn more about the blank apparel market's impressive growth and why finding the perfect fit is more achievable than ever.
Where to Find Reliable Wholesale Apparel Suppliers
So, you've nailed down the specs for your perfect blank garment. That’s a huge first step. Now comes the real hunt: finding a supplier who can deliver on that vision consistently. Knowing what you want is half the battle, but knowing where to look is what separates the pros from the amateurs. A simple Google search is just the starting point; to find a true partner, you need to dig deeper.
The world of sourcing is massive, ranging from sprawling online marketplaces to exclusive, industry-only trade shows. Each channel has its own quirks, pros, and cons. The smartest approach is to explore a few different avenues to see what works best for your specific business.
Digital Marketplaces and Major Distributors
For most new businesses, online B2B marketplaces are the first port of call. You've got giants like Alibaba that connect you to a global network of manufacturers, and more curated platforms like Faire that cater to retailers. While the sheer volume of options is incredible, be prepared to put in the work to vet for quality and legitimacy.
Then you have the major distributors—think household names in the industry like SanMar, S&S Activewear, and AlphaBroder. These companies are essentially massive warehouses stocking blank apparel from all the brands you already know, like Gildan, Bella+Canvas, and Next Level.
Going with a big distributor has some clear advantages:
- One-Stop Shopping: You can order from multiple brands at once and get it all in a single box.
- Logistics are Dialed In: These guys are shipping pros. Their warehousing and delivery are fast and reliable.
- Massive Selection: Get access to a huge catalog without needing to open an account with every single brand.
The flip side? You're one step removed from the people who actually made the shirt. This can sometimes mean slightly higher prices and less direct insight into the production process. But for a business just getting its footing, the convenience is often a worthy trade-off.
Industry Trade Shows and Events
Nothing beats getting your hands on the actual product. You can't feel the quality of a t-shirt through a screen. This is where industry trade shows like Impressions Expo or MAGIC become absolutely essential for serious wholesale blank apparel suppliers.
I've always said you can accomplish more in two days at a trade show than in two months of online research. You get to compare dozens of fabrics side-by-side, grill supplier reps with your toughest questions, and get a real feel for their professionalism.
These events are where you build real relationships that pay off later. A supplier who recognizes your face is far more likely to help you out in a pinch or give you a heads-up on new products before they launch. That personal connection is something you just can't get through an email.
Private Communities and Referrals
Sometimes, the best leads come from a bit of inside baseball. Tapping into private online communities for apparel brand owners or print shops is a goldmine.
Look for dedicated groups on Facebook or subreddits for printers and entrepreneurs. In these forums, people aren't shy about sharing their real-world experiences—the good, the bad, and the ugly. A solid referral from a fellow business owner who's already been through the wringer is one of the most reliable vetting tools you have.
If you’re looking for more general advice on sourcing partners, there are some great resources out there. For a high-level overview, you can explore these tips on how to find wholesale suppliers.
Knowing the Difference: Manufacturers vs. Distributors
As you start making calls, it's critical to know who you're talking to. Are you speaking with the factory that actually sews the garments, or a distributor who just resells them?
- Manufacturer: Going direct usually gets you the best per-unit price and the deepest product knowledge. The catch? They often require massive Minimum Order Quantities (MOQs). This path is really for bigger, more established brands with cash to invest.
- Distributor: The perfect fit for most small and medium-sized businesses. They offer lower MOQs, way more flexibility, and a much wider selection of brands. You'll pay a little more per piece, but the convenience is undeniable.
Your choice really boils down to your business's scale and cash flow. For those who need maximum flexibility, you might also want to look into our guide on https://cobradtf.com/blogs/guides/print-on-demand-suppliers as another piece of your supply chain puzzle. There’s no single right answer, and many successful brands use a mix of different sourcing channels.
Your Essential Supplier Vetting Checklist
Finding a few promising wholesale blank apparel suppliers is a good first step, but the real work starts now. You've got to vet them properly. This is the due diligence phase that separates a true long-term partner from a supplier who will give you nothing but headaches. Think of it as a deep-dive interview where you scrutinize everything from the feel of their fabric to the fine print on their return policy.

Trust me, skipping this step is a gamble you can't afford. A bad supplier means inconsistent quality, blown deadlines, and angry customers—a perfect recipe for wrecking your brand's reputation before you even get going. A solid evaluation process ensures you're building your business on a firm foundation.
Deep Dive into Fabric and Garment Quality
Your physical product is everything, so that's where your inspection has to begin. Don't just take a supplier's word for it. You need to become an expert on what makes a quality garment, digging past the marketing fluff and into the technical specs that dictate how a shirt feels, wears, and, most importantly, how it prints.
Here’s what I always look for:
- Fabric Composition: Get the exact blend. If they say it’s 100% ring-spun cotton, a sample should feel noticeably softer than your run-of-the-mill carded open-end cotton. For blends, you need to know the precise percentages of polyester or rayon, because that directly impacts how your prints turn out and the overall feel.
- Fabric Weight (GSM): Always ask for the Grams per Square Meter (GSM). A lightweight tee usually falls in the 140-160 GSM range, while a true premium heavyweight shirt will be up around 200-240 GSM. If you see a lot of variation in GSM across a single batch, that’s a huge red flag for poor quality control.
- Knit and Construction: Look closely at the knit density. A tight, dense knit is a sign of higher quality and gives you a much smoother surface for printing. Don't forget the construction details—side seams create a much better fit, double-needle stitching on the hems adds durability, and a solid ribbed collar is less likely to stretch out.
Analyzing Sizing and Fit Consistency
Nothing frustrates customers faster than wonky sizing. It’s a surefire way to rack up expensive returns and bad reviews. A "Large" from one supplier might fit like a "Medium" from another, creating total chaos for your customers. This is exactly why demanding and carefully checking size charts is non-negotiable.
When you get that size chart, don't just glance at it. Compare the measurements for chest width and body length to what you know works for your target audience. Better yet, when the samples arrive, get out a tape measure and check them yourself. If they're off by more than half an inch from the chart, it points to sloppy manufacturing.
The ultimate test? Do a wash test. A good quality garment shouldn't shrink more than 5-7% after the first wash. Anything more than that is a clear sign of low-grade fabric and a supplier you should probably walk away from.
Print Method Compatibility and Testing
Not all blanks are created equal, especially when it comes to printing. A t-shirt that’s perfect for screen printing might be a total disaster for Direct-to-Film (DTF) transfers. The fabric’s makeup, any chemical treatments, and even the dyes used can all affect how well your designs stick and how vibrant they look.
You have to be upfront with potential suppliers about your printing methods. Ask them point-blank if their garments are tested and proven for DTF. Pay special attention to polyester blends, as they're notorious for dye migration issues. The only way to know for sure is to run your own print tests on the samples. This trial run will expose any problems with ink adhesion, color pop, or durability long before you’ve committed to a massive order.
Evaluating Business Policies and Logistics
A fantastic product means nothing if the supplier is a nightmare to work with. Now it's time to shift from product inspector to business analyst. You need to understand their operations inside and out to see if they can actually meet your needs.
To help you get a clear picture of a potential partner, I've put together a checklist. It's designed to help you systematically compare suppliers on the criteria that really matter for your day-to-day operations.
Supplier Vetting Checklist
| Evaluation Criteria | What to Look For | Red Flags to Watch For |
|---|---|---|
| Minimum Order Quantities (MOQs) | Flexibility for small test orders; tiered pricing for larger quantities. A low barrier to entry is great for new businesses. | Extremely high initial order requirements; no flexibility for startups or testing new product lines. |
| Pricing & Payment Terms | A clear, comprehensive price list. Bulk discounts and fair payment terms (like Net 30 for established accounts). | Hidden fees; vague pricing. Demanding 100% upfront payment with no flexibility. |
| Lead Times & Stock Reliability | Realistic and consistent production/shipping estimates. High stock levels on core items and colors. | Constantly changing lead times; frequent backorders on popular sizes and colors. |
| Defect & Return Policies | A clear, fair, and easy-to-understand process for handling defective items or mis-shipments. | Vague or non-existent defect policy; making it difficult to get credit or replacements for their mistakes. |
Using a structured approach like this ensures you don't miss any critical details. A supplier who is transparent and accommodating on these points is far more likely to be a reliable partner as your business grows. They understand that their success is tied to yours.
Choosing Between USA-Made and Overseas Sourcing
Deciding where to source your blank apparel—domestically or from overseas—is one of the most critical decisions you'll make for your business. This isn't just about finding the cheapest t-shirt; it's a strategic choice that impacts your shipping times, cash flow, product quality, and even your brand's story.
There's no one-size-fits-all answer. The right path really depends on your business model and what you prioritize. Are you focused on lightning-fast order fulfillment and premium quality, or is getting the absolute lowest cost per garment your main driver? Let's dig into the real-world pros and cons of each.
The Case for Sourcing Overseas
For many businesses, especially those just starting out or in hyper-competitive markets, the appeal of overseas manufacturing is hard to ignore. The main draw is almost always cost. Suppliers in countries with lower production expenses can often produce garments for a fraction of what they'd cost here, which can lead to much healthier profit margins.
But that lower price tag comes with some serious strings attached that you need to be ready for.
- Long Lead Times: Get ready to wait. Your inventory will spend weeks, if not months, on a container ship crossing the ocean. This demands precise forecasting because you can't just quickly reorder a hot-selling item.
- Logistical Headaches: You'll become an expert in customs, tariffs, and import duties. These costs can be unpredictable and add up fast, sometimes eating away at the savings you thought you had.
- High MOQs: Factories overseas often need you to place massive orders (Minimum Order Quantities) to even consider your production run. This can tie up a huge chunk of your capital in inventory that might not even sell.
If you're shipping into Canada, for example, you have to be on top of the specific Canadian border rules for textile and apparel imports. Getting this wrong isn't just a simple mistake; it can lead to your entire shipment being held up, costing you time and money.
The Powerful Advantages of Sourcing in the USA
Lately, sourcing domestically has become a smart, strategic move for brands that value speed, reliability, and a strong brand identity. Yes, the cost per shirt is usually higher, but the "hidden" benefits often deliver a much better return on your investment in the long run.
Partnering with a USA-made supplier offers some very real, tangible advantages.
The ability to get an order in 1-3 days instead of 1-3 months is a complete game-changer. It means you can react to trends, test new designs with minimal risk, and run a leaner operation without tons of cash tied up in inventory.
Sourcing from a domestic supplier just makes your life easier. No surprise tariffs, no dealing with customs brokers, and no trying to communicate with someone in a completely different time zone. The quality control is also worlds apart. U.S. manufacturers operate under strict labor and environmental standards, giving you a consistent, high-quality product.
This "Made in the USA" aspect is more than just a label—it's a powerful marketing tool. Customers care more than ever about where their products come from, and a commitment to domestic, ethical production can be a huge selling point. If that aligns with your brand, you should definitely check out our guide on finding Made in USA suppliers.
USA-Made vs Overseas Supplier Comparison
To really make the right call, you need to see how these factors stack up against each other. What’s most important for your business right now? Is it the rock-bottom price, or is it the agility and brand power that comes with sourcing from home? This table breaks it down clearly.
| Factor | USA-Made Suppliers | Overseas Suppliers |
|---|---|---|
| Turnaround Time | Very fast (typically 1-5 business days). | Very slow (can range from 4 to 12+ weeks). |
| Cost Per Unit | Higher initial cost. | Lower initial cost. |
| Shipping & Tariffs | No international shipping costs or customs fees. | Subject to volatile shipping rates, tariffs, and duties. |
| Quality Control | Easier to verify; generally higher and more consistent. | Can be inconsistent; harder to resolve quality issues. |
| MOQs | Generally lower and more flexible. | Often very high, requiring significant capital. |
| Brand Story | Strong "Made in USA" marketing angle. | Often lacks a compelling country-of-origin story. |
Ultimately, for a brand that wants to be known for speed and reliability, the slightly higher unit cost of a USA-made product is often a small price to pay for the operational freedom and peace of mind it provides.
Building a Strong Supplier Partnership
You’ve done the hard work of vetting a potential partner, and they’ve checked all your boxes. Now, the real work begins: turning a promising prospect into a long-term, reliable supplier. This is more than just placing an order; it's about building a relationship founded on trust, solid communication, and a mutual commitment to quality.
The bridge between vetting and buying is one critical step: ordering and rigorously testing samples. Think of this as your final quality checkpoint. It's the only way to be absolutely certain the garments that look great on a spec sheet will hold up to your brand's standards in the real world.
This simple workflow shows just how essential the sample testing phase is before you go all-in on a big order.
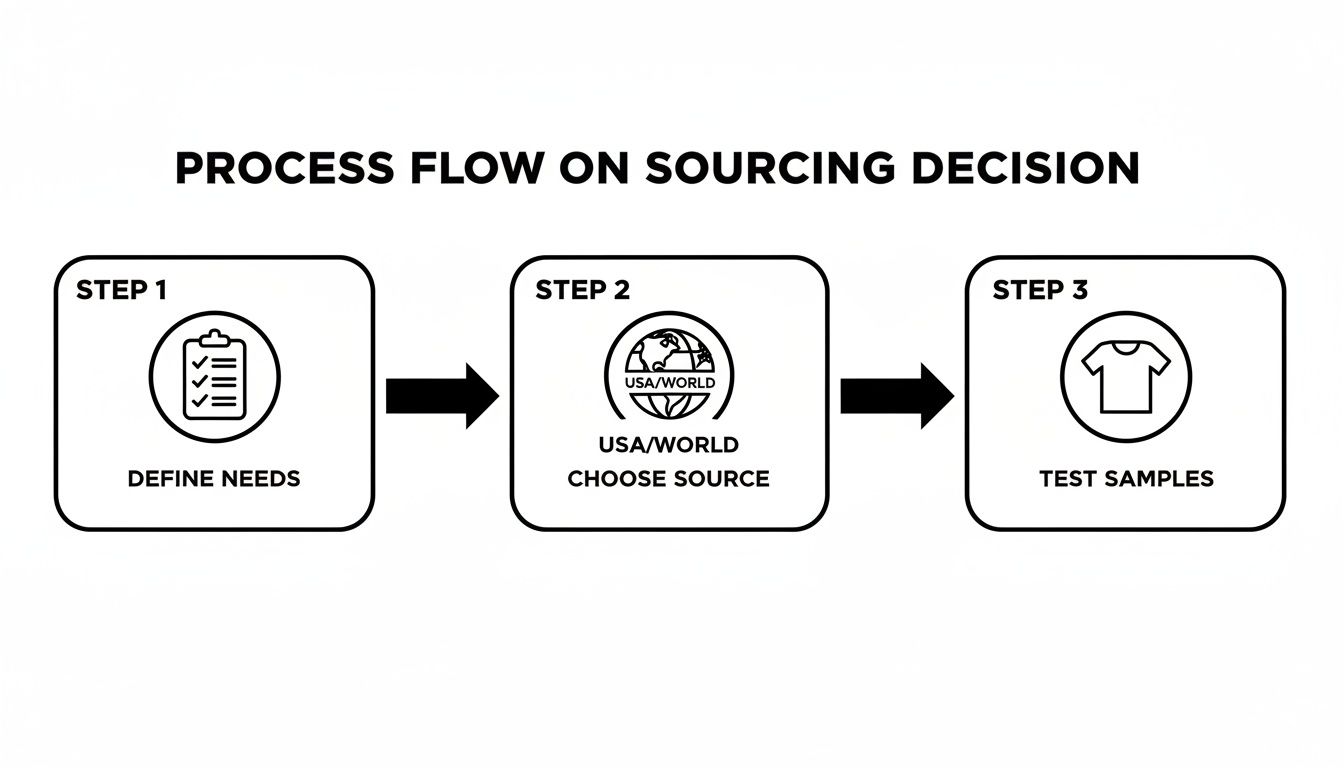
As you can see, testing is the final gate. It validates your choice before you commit serious capital, ensuring you don't end up with a warehouse full of duds.
Putting Samples Through Their Paces
Once that sample box lands on your doorstep, it’s time to be your own harshest critic. A quick glance won't cut it. You need to put these garments through the same wringer your customers will. This is how you catch problems before they become your problems.
Your testing process should be the same for every single sample from every potential supplier. Keep it consistent.
1. The All-Important Wash Test
This is absolutely non-negotiable. Before you do anything, measure a shirt's key dimensions (like length and chest width). Then, toss it in a standard wash and dry cycle. I'd even suggest using hot water and high heat to simulate a worst-case customer scenario.
- Look for Shrinkage: After it’s dry, measure it again. A quality blank shouldn't shrink more than 5-7%. If it shrinks more than that, you're looking at low-grade fabric that will absolutely result in unhappy customers and bad reviews.
- Check Colorfastness: Did that fire-engine red tee turn the rest of your test load a lovely shade of pink? Did the color look dull and faded after just one cycle? Bad dyes are a tell-tale sign of a supplier cutting corners on quality.
2. The Feel and Fit Test
In the industry, we call it the "hand"—how the fabric actually feels against the skin. Is it soft, or does it feel like sandpaper? This is a massive part of the customer's perceived value.
Wear the shirt for a full day. See how it hangs and moves. Does the collar sag by lunchtime? Are the seams scratchy and annoying? These little details make a huge difference.
The Ultimate Test: Print Compatibility
For any custom print shop, especially if you're running DTF transfers, this is the moment of truth. A shirt can feel amazing and fit perfectly, but if it rejects your prints, it’s completely worthless to your business.
You have to run a test print with your own equipment and your own transfers. This is the only way to uncover hidden compatibility issues. For instance, some blank garments are coated with chemicals that prevent DTF adhesive from bonding properly, leading to prints that peel right off after the first wash.
Another classic problem is dye migration. This is especially common with polyester fabrics, where the dye from the shirt bleeds into your print, turning a crisp white design into a blotchy pink mess.
Running a small batch of test prints on sample garments isn't just a suggestion—it's your insurance policy. This simple step can save you thousands of dollars and protect your brand's reputation by preventing a massive order of unprintable inventory.
Locking in Clear Terms and Communication
Okay, the samples passed with flying colors. The next move is to formalize the relationship. This is where you set crystal-clear expectations and communication channels that will define your partnership from here on out.
First things first, find out who your dedicated point of contact will be. Having a specific account manager to call or email directly is infinitely better than getting stuck in a generic customer service queue.
Next, you need a firm handle on their business terms. Don't be timid about asking for all of this in writing.
- Payment Terms: Do they demand payment upfront for every order, or will they offer Net 30 terms after you've built a solid order history?
- Quality Assurance (QA) Guarantees: What's their official policy on defective items? You need to know their exact process for getting credit or replacements for garments with holes, stains, bad stitching, or incorrect shipments.
- Production and Shipping Timelines: Get realistic lead times for both production (if they manufacture to order) and shipping. A good partner will be upfront and honest about their capacity and potential delays.
By methodically testing your samples and then establishing clear operational terms, you lay a rock-solid foundation. This professional approach signals to suppliers that you're a serious partner, which often leads to better service, more trust, and a much more profitable relationship down the road.
Got Questions About Sourcing Blanks? We've Got Answers.
Diving into the world of wholesale apparel can feel like learning a new language. You're not alone. Whether you're just starting out or have been in the game for years, the same questions tend to pop up.
Let's cut through the noise and get you some straight answers to the most common sourcing headaches. Think of this as the cheat sheet I wish I had when I was starting my first brand. Getting these things right from the start will save you a ton of cash and frustration down the road.
What Should I Really Be Paying for Blanks?
This is easily the most common question, and the honest answer is: it depends. There’s a huge range. A basic, carded open-end cotton tee from a budget brand might only set you back a couple of dollars a piece on a bulk order. On the flip side, a premium, heavyweight, ringspun cotton hoodie proudly made in the USA? That could easily run you five to ten times as much.
So, what moves the price tag? It usually boils down to a few key things:
- The Fabric Itself: High-end materials like 100% combed and ringspun cotton, fancy tri-blends, or organic cotton will always have a higher price than your standard, run-of-the-mill cotton or a basic 50/50 blend. You get what you pay for in feel and durability.
- Country of Origin: As we've touched on, USA-made apparel almost always costs more. It's a simple function of higher labor costs and stricter regulations compared to garments produced overseas.
- How Many You Buy: This is the big one. Your order volume changes everything. Buying 1,000 units will unlock a much better price-per-piece than ordering just 24. That's the power of economies of scale.
- The Brand on the Tag: Big names with a solid reputation for quality, like Bella+Canvas or Next Level Apparel, often have a slightly higher price point than a brand you’ve never heard of.
Always ask for a price sheet that shows the different pricing tiers. Knowing the exact quantity you need to hit for a price break is crucial for managing your margins.
What's a Realistic Minimum Order Quantity (MOQ)?
Ah, the dreaded MOQ. This can be a real barrier for new brands or anyone wanting to test a new design without breaking the bank. The frustrating part is there’s no industry standard—it’s all over the map.
Big-league US distributors like S&S Activewear or AlphaBroder are fantastic for startups because they often have no MOQs at all. Seriously, you can buy one shirt if you want, you’ll just pay a bit more for the shirt and shipping.
But if you try to go straight to a manufacturer, it’s a whole different ballgame. A smaller American factory might set their minimum at 72-144 pieces per style and color. An overseas factory? They’ll likely want an order of 500 to 1,000+ pieces per color, which is a non-starter for most small businesses.
Here's my hard-won advice: Start with a supplier who has no, or very low, MOQs. It gives you the freedom to experiment with new designs, colors, and garment styles without sinking thousands into inventory that might just sit on a shelf.
What Happens When I Get Defective or Wrong Items?
It's going to happen. Even the most buttoned-up suppliers will send a bad batch eventually. You’ll open a box and find a few shirts with small holes, crooked seams, or weird stains. Or maybe you ordered 24 larges and got 24 mediums instead. The way your supplier handles these moments is the ultimate test of your partnership.
Before you even think about placing a real order, you need to know their return and credit policy inside and out. A good supplier makes this process painless. Typically, it looks something like this:
- You shoot your sales rep an email within a set window of time (usually something like 72 hours after delivery).
- You snap a few photos of the messed-up shirts or the incorrect label to show what's wrong.
- They'll issue a credit to your account or ship out replacements right away, often telling you not to bother sending the bad ones back.
If a potential supplier gets cagey about their defect policy or you can't get a straight answer, take that as a massive red flag and walk away.
Tired of the sourcing grind and just want to get to the fun part? If you're looking for premium, USA-made DTF transfers to bring your designs to life, we've got you covered. At Cobra DTF, we deliver vibrant, super-durable, and easy-to-press transfers with a crazy-fast turnaround. Get your orders in as little as 1-3 days and see what real quality looks like.